
This year, a well-known Russian journal published an article, the general content of the article is this year, Russia's large phosphate fertilizer enterprises with three Chinese pumps to replace three American pumps, after a period of use, the three industrial pumps from China high reliability, stable operation, the current operating performance is better than the United States pump. It is reported that the enterprise is the largest phosphate fertilizer enterprise in Europe.

Here comes the question
Here comes the question
so where are these three pumps from China?
No more suspense, the answer is revealed!
From China • Yunnan • Kunming Jiahe Technology! The Chinese pump mentioned in the newspaper is a special industrial pump provided by Jiahe for customers! Jiahe Pump successfully went abroad and was highly recognized by foreign customers! Customer feedback that the three pumps are stable in operation and have better product performance, which has a great role in improving the efficiency of the company's production process. At the same time, the customer also said that the follow-up will deepen cooperation and strengthen trade exchanges between the two sides.

Here comes the question again. Which product is Jiahe?
The answer is revealed!
Jiahe independently developed and produced JHB high temperature concentrated sulfuric acid liquid pump and JHL sulfur pump!
About JHB High Temperature Concentrated Sulfuric Acid Liquid Pump
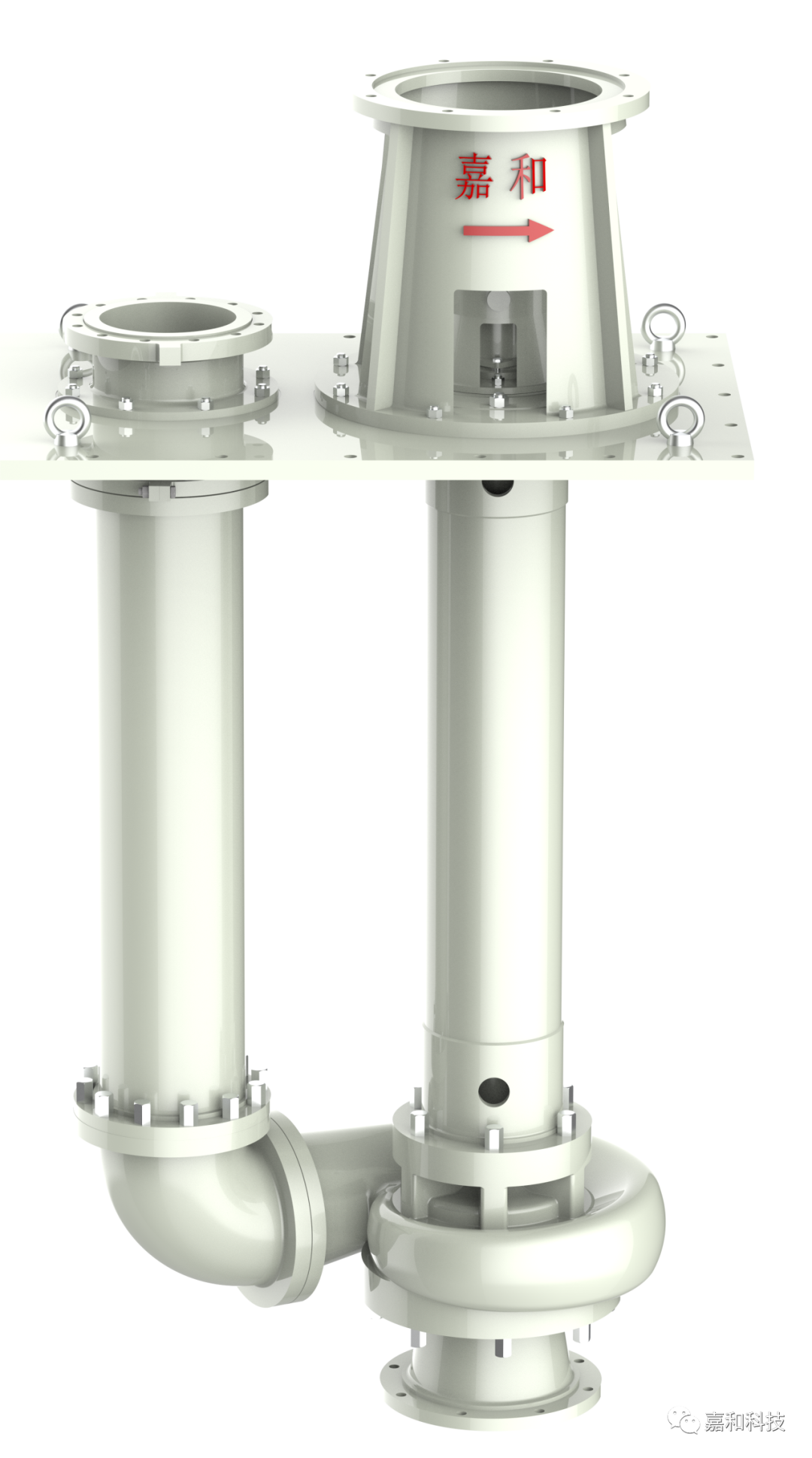
JHB high-temperature concentrated sulfuric acid submerged pump is a single-stage, single-suction centrifugal pump, which conforms to ISO13709/API 610 standard VS4 pump. The overcurrent components are made of high-quality JSB alloy material resistant to high-temperature sulfuric acid corrosion, which has the advantage of long service life. The depth of this series of pumps can reach 3.6 meters, and can be used to transport concentrated sulfuric acid with a maximum temperature of 120 ℃ and a concentration of 93% ~ 98% or nicotinic acid ≥ 105 ℃.
JHB is widely used in the customer project sites of large central enterprises and state-owned enterprises. It has successively won honors such as "National Key New Products" and "National Machinery Industry User Satisfaction Products". It is a typical product of "replacing the country with the country" and has been widely praised by customers for many years. In 2021, JHB successfully completed the intelligent upgrade, with high efficiency and intelligence, structural optimization, material improvement and other advantages, but also become the first domestic carbon-neutral certification of pump products, energy saving more than 30%, for the industry users to reduce cost efficiency, energy saving and carbon reduction contribution.
About JHL Sulfur Pump
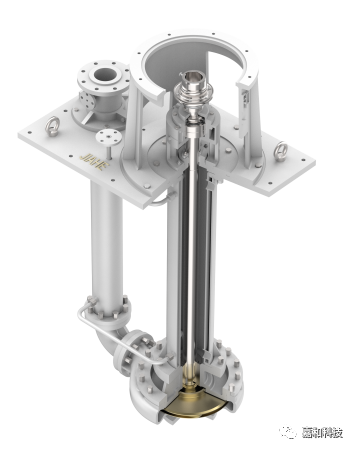
JHL high-temperature sulfur submerged pump is a single-stage, single-suction, high-temperature jacketed centrifugal pump. It meets ISO13709/API 610 standard VS4 pump. The flow-through components are made of high-quality materials with high temperature and corrosion resistance. It has the advantages of strong passing capacity, stable operation and long service life. The depth under the liquid can reach more than 9.5 meters, suitable for conveying 135 ℃≤T≤ 145 ℃ molten liquid sulfur, sulfur containing particles and impurities, used for fine sulfur and liquid sulfur conveying station.
This high praise from foreign customers is also a major breakthrough for Jiahe Quality in the overseas market. It is a proof of the continuous improvement of the competitiveness of Jiahe products in the international market. It is the development result of Jiahe's continuous efforts to overcome difficulties in the special pump industry in the past 30 years. It is also the result of Jiahe people's hard work and unremitting battle. Jiahe will accurately seize the opportunity, adhere to scientific and technological innovation as the primary productive force, adhere to customer-centered, do a good job in the long-term layout, continue to cultivate and develop in the international market, and start the name of China's intelligent manufacturing with more high-quality products. shine on the international stage with technical strength, and promote the innovation and development of the industry with green technology.
